

Dr. Hochstrate Maschinenbau ®
Umformtechnologien GmbH
Wullener Feld 77a
58454 Witten
Tel.: +49 (0)2302 / 7 80 70 10
Fax: +49 (0)2302 / 7 80 70 11
info@dr-hochstrate.de
hydraulic bending machine vs. press brake
Advantage of a hydraulic bending machine compared with a press brake
Press Brake |
Dr. Hochstrate
|
|
1. The press brake can only function as press. |
1. The bending machine can function as a press as well as a bending machine. There is no profile that the bending machine in comparison to the press cannot bend. However, there are profiles that can be bent very easily with the bending machine, but not with a press. The upper flange is capable of working as a press, which means that the upper flange is able to compress pre-bent sheets, to produce a "safe edge". |
| 2 . For most profiles, a tool change is required, i.e. setup times are incurred. |
2. A variety of profiles can be produced without tool changes. |
| 3. Bending a radius is only possible with tool changing, always with a special tool and then only for a pre-defined radius. Furthermore, the individual steps result in unattractive press marks on the surface of the rounded plate. | 3. Bending a radius is possible at any time without tool changing. Every radius between 20 mm and 5000 mm can be achieved simply by adjusting the bending angle. The radius bending function is supplied as standard with a straight rail and works in combination with a motorized back gauge. The bending produce smooth curved surface, with no press marks visible on the external face. |
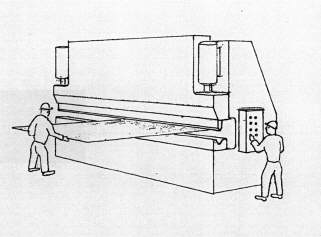
| 4. Long sheets can move rapidly during the bending process (look at sketch below) | 4. The sheet metal is bent in a natural attitude and is located during the bending process in the rest position. Additional clamping fixtures are not required. |
General: With larger quantities and easily handleable materials (eg thin sheet metal in smaller sizes), the press brake has a small advantage in terms of production speed. This advantage however, does not exist for special fabrications, one-of production, small batches and medium series. Furthermore, the folding machine has an advantage when bending difficult to handle sheets (large deviations in shape and thickness). The time a press brake saved during the bending is lost because of the increased effort in handling the sheets in and out of the machine.
|
When bending long metal sheets the machine has to be operated by by two persons, because there is no possibility of supporting the metal sheet while inserting it. |
 |
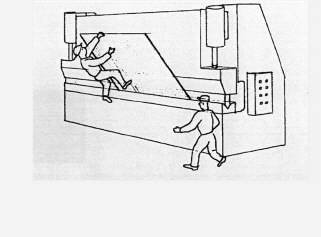
| Bending long metal sheets produces further problems as the free edge can move rapidly and dangerously upwards. When releasing it the sheet can easily fall down. |
 |
More Advantages
- Most forms i.e. angles, bends, circular and other geometric curves can be produced on a bending machine without additional expensive tools
- Continuous bending from radius to angle without interruption on a bending machine
- The bending machine can be operated by one person even if larger components are being produced
- A bending machine is easier on operator fatigue since the component rests flat on the machine bed during operation [as opposed to moving up in the air]
- Spring back behaviour of different metals and different thicknesses can easily being controlled on a folding machine
- A fully automatic work cycle can be programmed
- Full safety at all times
- The bending machine is fitted with a clamping system, which holds the plate in position for better accuracy
- Small variations in material thickness do not affect the bending angle on a bwnding machine
- A skilled operator is not required as the whole cycle is automatic and managed by the CNC
- Since virtually no changing of tools is required there is a substantial reduction in operating time on a bending machine
- Accurate repeatability due to CNC and high resolution encoders
- Conical and radius bending processes are available on a bending machine
- Box bending attachment is available on a bending machine
- The installation of back gauges allows the removal of the component with the use of handling devices such as cranes, reducing the operator involvement
- For similar bending processes, bending machines require less power
- Goat foot tools are easily installed and increase the possibility of complicated bends
- Under current CE guarding regulations light guards are not required which saves expense
- A bending machine is more versatile and flexible and capable of forming any angle without first setting up tooling